



I solventi presenti nelle vernici non evaporano completamente nel corso dell’essiccazione, ma permangono all’interno del film per lungo tempo. Tutti gli accorgimenti seguiti in fase applicativa per produrre superfici perfette possono allora essere vanificati da una gestione poco attenta di immagazzinamento, trasporto o l’istallazione finale del parquet. L’esperienza di Catas.
Quello della protezione delle superfici appena verniciate è sempre stato un tema molto delicato, non solo nel settore del mobile, ma anche in altri ambiti, come ad esempio quello della finitura del parquet e di diversi elementi d’arredo.
Tutti gli accorgimenti rigorosamente seguiti in fase applicativa per produrre superfici perfette ed esenti da difetti, possono essere infatti vanificati da una gestione non altrettanto attenta delle fasi successive che possono riguardare l’immagazzinamento, il trasporto o l’istallazione finale.
Per evitare che il contatto con altri materiali possa rovinare le superfici appena verniciate, le stesse vengono protette rivestendole con fogli di carta, di materiali plastici o di tessuti. Non sempre, tuttavia, la scelta si rivela saggia e lo sforzo di proteggere la superficie si trasforma invece in un danno anche grave, specie quando la sua evidenza si manifesta presso l’utilizzatore finale, al momento della rimozione dei materiali “protettivi” durante il montaggio o, nel caso di un pavimento, al termine di tutti i lavori.
Come dice il titolo di questo articolo, il ciclo di verniciatura, inteso come l’insieme delle operazioni effettuate per verniciare una superficie, non si deve dunque intendere come terminato con l’essiccazione finale, ma bisogna porre molta attenzione anche alle fasi successive.
Ci sono delle ragioni tecniche che giustificano queste attenzioni che cerchiamo brevemente di approfondire in modo generale, ma comunque vicino a molte situazioni reali.
È proprio essiccato?
Il primo punto da considerare è che il processo di essiccazione delle vernici non termina certamente in linea o comunque in cantiere dopo aver rispettato i tempi di essiccazione previsti. I solventi presenti nelle vernici (ricordiamo che anche le vernici all’acqua li contengono) non evaporano completamente nel corso dell’essiccazione, ma permangono all’interno del film di vernice per lungo tempo, venendo poi rilasciati assai lentamente dal prodotto finito. In particolare, se gli spessori applicati sono elevati e se sono stati impiegati solventi “altobollenti” (ritardanti, coalescenti…) la quantità di solventi trattenuti può essere anche significativa.
Ma c’è un ulteriore aspetto da considerare. I sistemi di essiccazione tendono normalmente a scaldare maggiormente la superficie del film di vernice che essiccherà quindi meglio della sua parte più interna. Tuttavia, i solventi trattenuti internamente saranno successivamente in grado di “migrare” verso la superficie, tendendo a rammollirla magari durante un trasporto. Paradossalmente, quindi, ci può essere una sorta di ‘retromarcia’ nello stato di essiccazione delle vernici causato dai solventi ancora trattenuti e non distribuiti uniformemente all’interno del film essiccato.
A tutto ciò aggiungiamo che la stessa reticolazione chimica delle vernici non si completa normalmente nel corso del processo produttivo, ma richiede tempi molto più lunghi.
C’è poi da considerare l’effetto della temperatura, che durante un trasporto può raggiungere valori anche prossimi ai 50 o 60 °C. Se è vero che il riscaldamento accelera i processi di essiccazione, i suoi effetti possono essere anche di favorire la migrazione dei solventi citata e di rammollire almeno inizialmente il film di vernice.
Opaco è bello ma…
 Il secondo aspetto teorico da considerare riguarda l’opacità. Oggi le superfici molto opache (matt all’inglese) sono particolarmente apprezzate dal mercato, ma sono anche particolarmente vulnerabili sotto l’aspetto della “lucidabilità” e il perché è presto detto.
Il secondo aspetto teorico da considerare riguarda l’opacità. Oggi le superfici molto opache (matt all’inglese) sono particolarmente apprezzate dal mercato, ma sono anche particolarmente vulnerabili sotto l’aspetto della “lucidabilità” e il perché è presto detto.
In realtà, infatti, tutte le vernici nascono lucide nel senso che se stendiamo una qualsiasi resina su un piano, questa produrrà tendenzialmente una superficie perfettamente liscia sulla quale un raggio di luce riflette in maniera speculare ovvero, scientificamente parlando, con l’angolo di riflessione uguale a quello di incidenza. Per rendere una vernice opaca, oltre alla resina dobbiamo pertanto aggiungere degli additivi (opacanti) che durante l’essiccazione migrino verso la superficie producendo una sorta di micro-rugosità superficiale. Quando il raggio di luce colpisce questa nuova superficie, la sua riflessione risente della discontinuità così creata e avverrà pertanto in molte direzioni (diffusione) apparendo pertanto opaca ai nostri occhi.
Perché una superficie opaca può essere dunque vulnerabile? Beh, la risposta è facilmente intuibile. Se il materiale protettivo schiaccia o rimuove le micro-rugosità della superficie verniciata, magari per effetto dello strofinamento conseguente alle vibrazioni di un trasporto, la stessa diventerà nuovamente liscia apparendo pertanto lucida ai nostri occhi.
È dunque facilmente comprensibile che questi effetti, oltre che dalla specifica formulazione, sono fortemente dipendenti dallo stato di essiccazione di una vernice di cui abbiamo parlato al precedente paragrafo.
Dalla teoria alla pratica
Quali sono dunque i danni legati agli aspetti sopra segnalati e quale può essere la loro origine? In molti anni di indagini su questi casi, il Catas si è fatto una certa esperienza che cerchiamo di condividere in modo sintetico in questo breve articolo rimandano a maggiori approfondimenti diretti per coloro che ne fossero interessati.
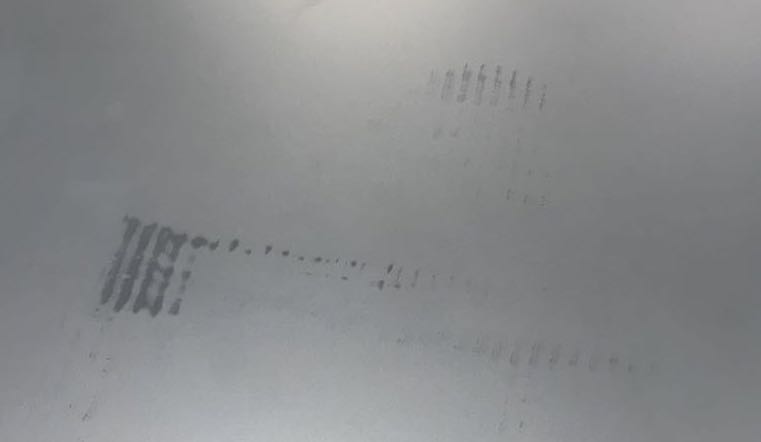
Impronte, graffi e abrasioni
Alla luce di quanto abbiamo precedentemente detto, questi difetti, che spesso appaiono alla consegna del manufatto finito, sono facilmente comprensibili.
La vernice “tenera” o divenuta tale può facilmente graffiarsi a contatto con i materiali di imballaggio specie se particolarmente duri. A tal proposito si segnala qualche caso registrato dove il cartone dell’imballo, prodotto con materiale riciclato, conteneva anche particelle metalliche. In queste situazioni, evidentemente, la comparsa di difetti è quasi inevitabile a prescindere dal grado di indurimento della vernice.
Solubilizzazioni e migrazioni
I materiali plastici a contatto con la superficie verniciata possono subire dei fenomeni di parziale solubilizzazione o di rammollimento che poi si traducono in difetti estetici sul prodotto finito. L’appiccicosità che si determina può infatti trasferire parte delle sostanze plastiche o di altri componenti sulla superficie verniciata, ma i difetti possono essere anche di tipo fisico per modifiche della morfologia delle superfici dei film di vernice. Casi di questo genere si sono verificati, ad esempio, con angoliere di polistirene.
Macchie
La formazione di macchie colorate è di nuovo un problema legato alla presenza di solventi intrappolati nel film di vernice. Il contatto con materiali di imballaggio o di protezione colorati può facilmente provocare la dissoluzione degli stessi con il conseguente trasferimento sulla superficie verniciata.
Anche in questo caso l’impiego di protettivi derivanti da materie prime riciclate può essere a rischio. Esempi di questo tipo sono nuovamente i cartoni e i tessuti. Anche alcune tipologie di fogli protettivi polimerici hanno evidenziato in passato questo tipo di problematica.
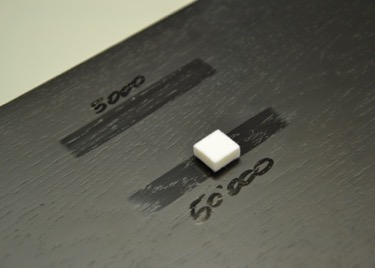
Lucidature/opacizzazioni
Gli effetti degli sfregamenti, provocati spesso dalle vibrazioni conseguenti ai trasporti, possono produrre lucidature nel caso delle superfici opache e, viceversa, micro-graffiature quando le finiture sono lucide.
Anche in questo caso la “durezza” del materiale a contatto con la superficie è determinante così come la pressione che può derivare dall’accatastamento di più elementi verniciati l’uno sull’altro.


Riprodurre per capire
Come già ricordato, Catas si occupa da sempre di casi di difetti ricorrendo a test specifici per spiegarli o riprodurli, ma utilizzando soprattutto l’esperienza accumulata in più di 50 anni di attività e grazie anche all’interdisciplinarietà della sua struttura.
Alla misura degli spessori si possono quindi abbinare delle analisi chimiche per determinare e riconoscere la presenza di solventi trattenuti dal film di vernice. Oltre a ciò si eseguono misure di durezza superficiale, di resistenza all’accatastabilità e prove di sfregamento, utilizzando anche gli stessi materiali che sono stati impiegati per l’imballaggio dei prodotti finiti.
Non è comunque sempre facile risalire alle cause dei fenomeni descritti, in quanto la loro origine può derivare da un mutamento anche temporaneo delle condizioni di lavorazione. Uno spessore di fondo un po’ più abbondante, l’impiego di un ritardante, tempi di lavorazione più veloci o temperature più basse (materiali, ambiente, essiccazione) sono tutti fattori che possono determinare o contribuire a creare una situazione anomala in termini di essiccazione della vernice.
Riprodurre il difetto quando la “normalità” è stata già ripristinata diventa quasi impossibile senza una collaborazione totale delle aziende che si rivolgono al nostro laboratorio.
In fondo si tratta di piccole ricerche che servono non solo a comprendere il problema e la sua origine, ma soprattutto a trovare, insieme alle aziende coinvolte, la giusta soluzione e a “provarla” grazie ai test sopra indicati.
di Franco Bulian



